|
News |
2019 del 2 |
|
Home |
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
|
| |
|
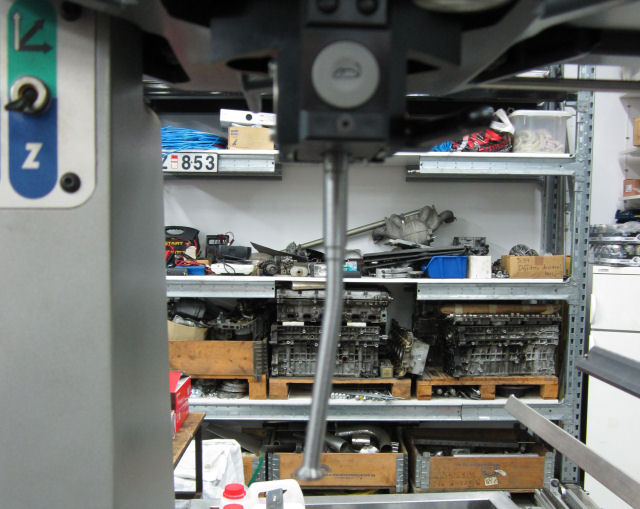
| Fick frågan av Martin på Luntec om jag kunde hjälpa till att
CNC-porta Volvo 16V topp som numera är godkända att använda i rally grupp H.
Efter lite fundering så var det full gas... Var först lite tveksam till om
det skulle gå att få upp toppen på ett vettigt sätt i mätmaskinen, men efter
lite trixande fram och tillbaka gick det faktiskt fritt över allt. Inte
mycket hår imellan men fritt gick det... ;) |
 |
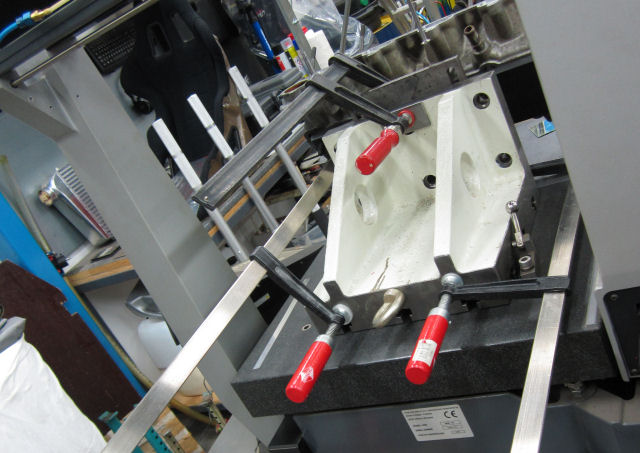
| Lite labbande att få upp allt i vinkel, för tanken var att
scanna utan kompenseringar. Klurigt nog att tolka värdena ändå.... |
 |
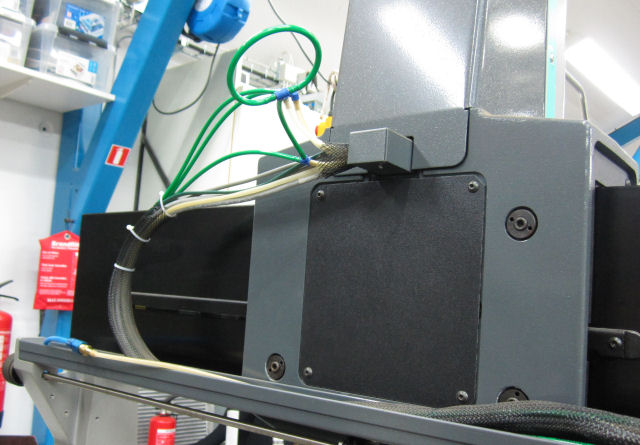
| Maskinen börjar ju få ett par år på nacken och slangarna tål
tydligen inte UV något vidare. Martin ordnade lite slang men var inte lika
flexibel som originalslangen, som dessutom har tummått, så det fick bli lite
hittepålagningar.... på mer än ett ställe... |
 |
| Behövdes rätt långa prober för att komma ner i kanalen. Fick
svarava till först en variant... |
 |
| ... sedan blev det en annan variant. Det är alltså inte så
att jag har kört emot så den kroknat... Behövde komma till lite på sidan... |
 |
| Behövdes några stycken, men till slut hade jag så jag klarde
mig. Det är ju som tur inga hundradelar som avgör här för det krvs lite
känsla att skanna av en profil utan att påveka för mycket genom probflex |
 |
| Martin tipsade även om hur verktyg för utdrivning av
ventilstyrningar skulle se ut. En krallig slaghammare till det så går det
nästan av sig själv... |
 |
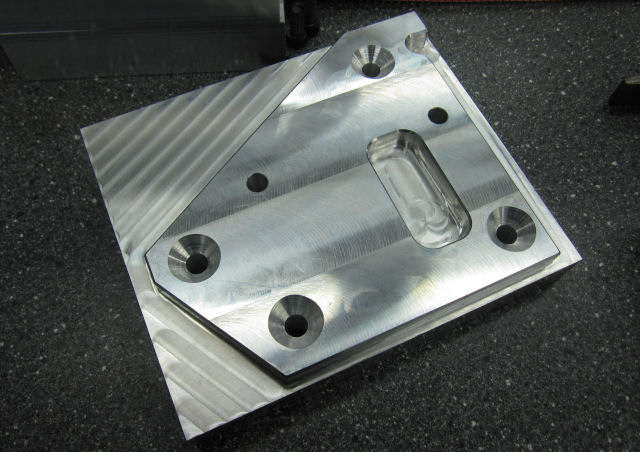
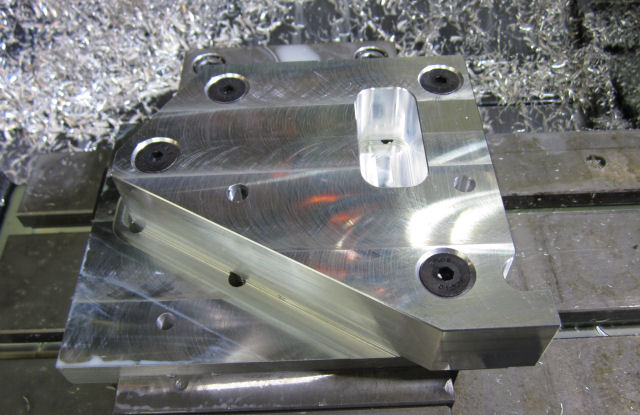
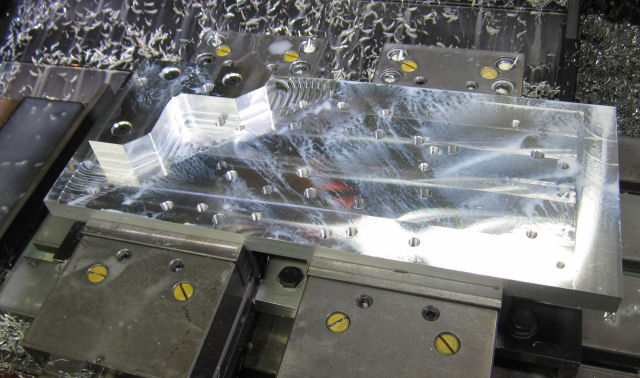
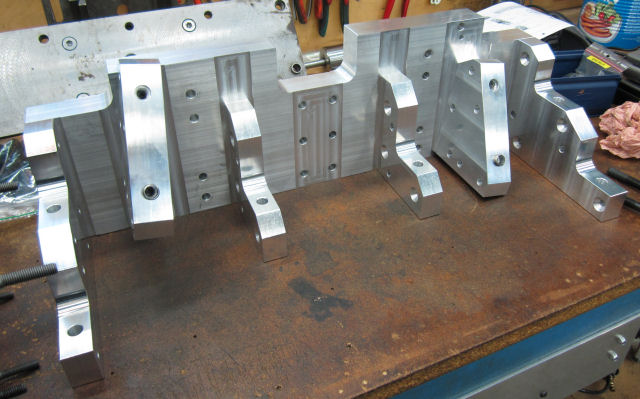
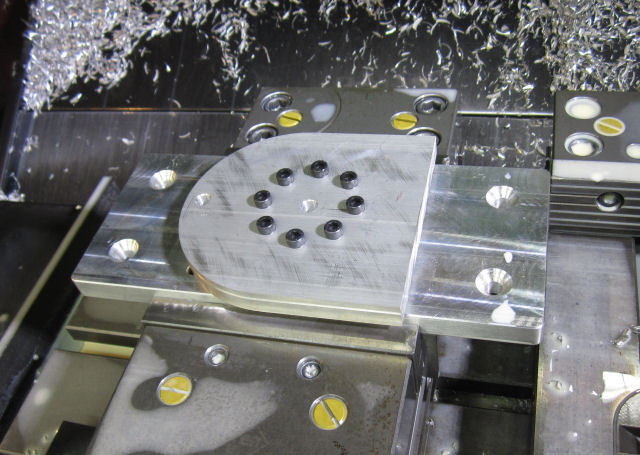
| Efter herrejösses många timmar i mätmaskinen och CAD:en var
det så dax att fräsa delar till en enkel fixtur för att verifiera CAD-porten
med den verkliga. Består egentligen bara av två vinklar att spänna fast i
bordet på fräsen.
Bara att yxa till ett par ämnen och starta upp fräsen.
Tempo ett klart |
 |
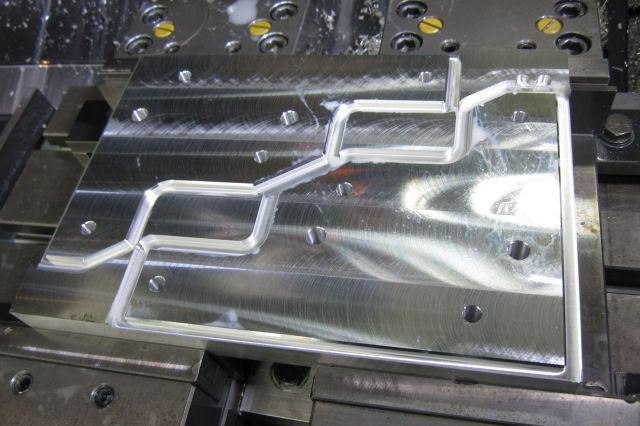
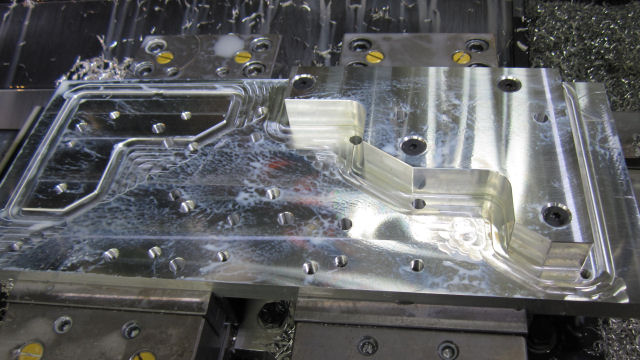
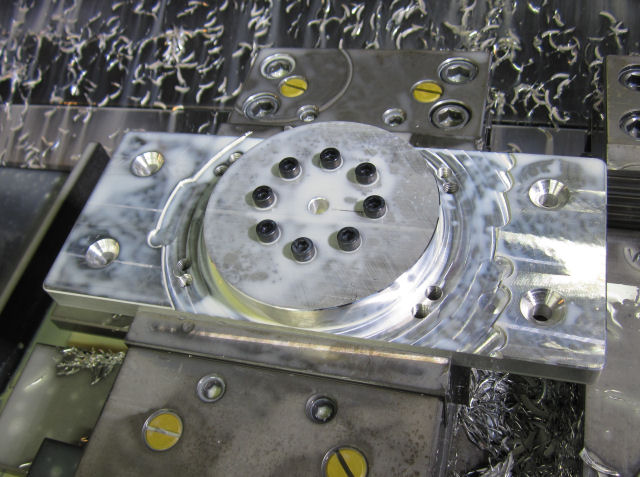
| Tempo två klart |
 |
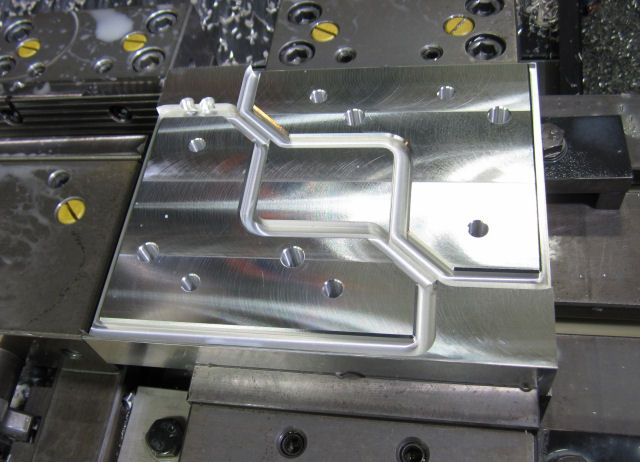
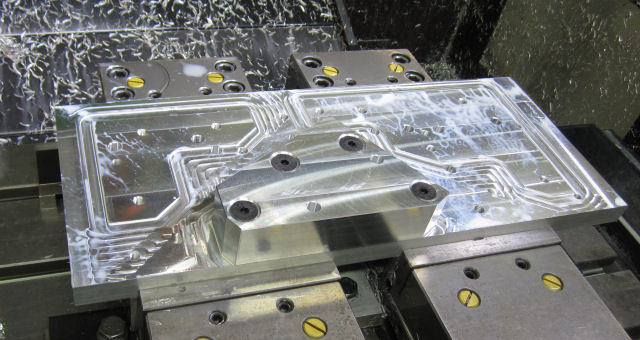
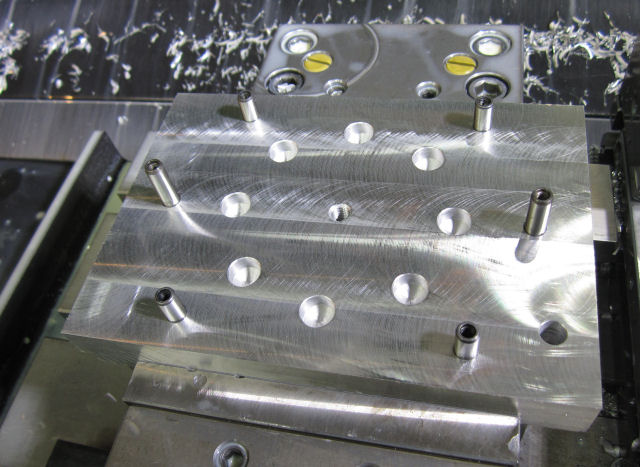
| Och så lite pill med hål för styrringar och gängor. Original
topplocksbultar används |
 |
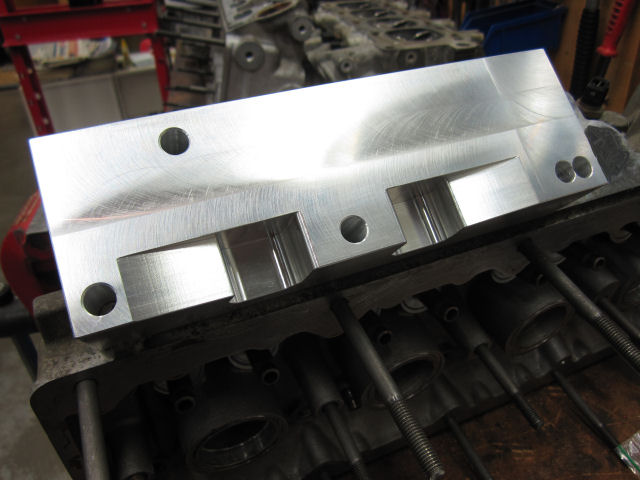
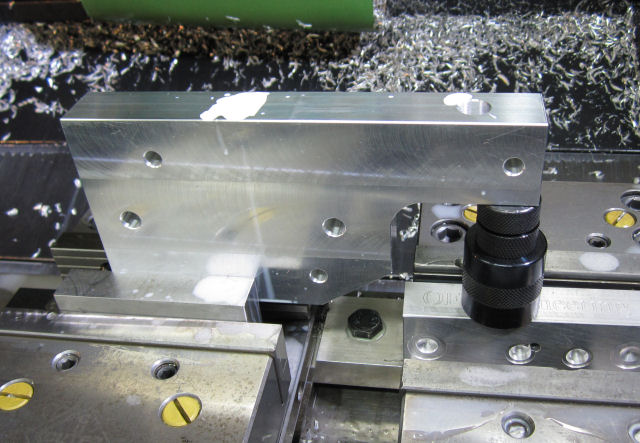
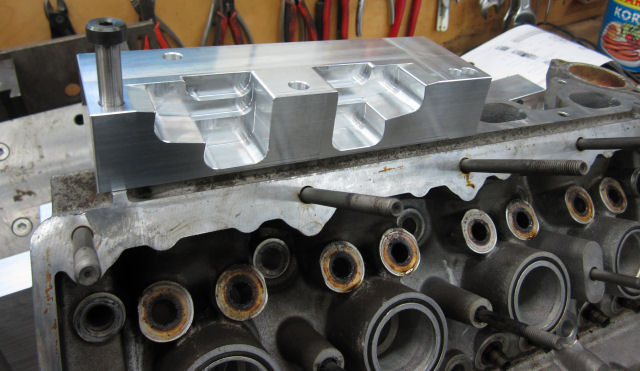
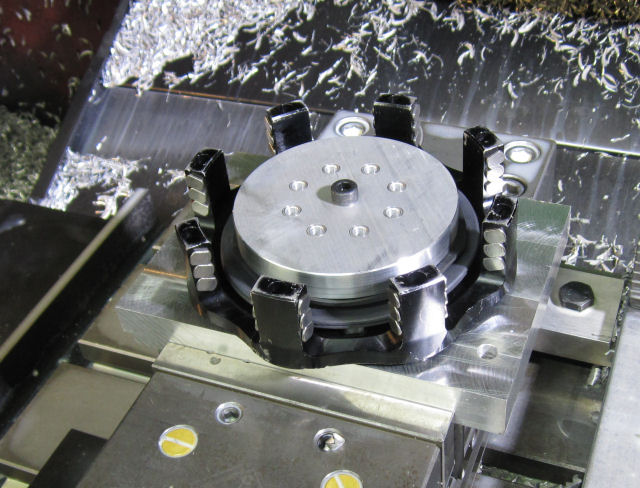
| Tada! Klart för prov! Gick alldeles utmärkt. Lämnade bara
sporadiska mönster i den uppmätta kanalen och tittade inte ut i
vattenkanalerna på resterande. Gött! Gott betyg på symmetrin i
handportningen var det ju också. Plus i kanten till Martin! |
 |
| Bara att fortsätta med resterande toppar då... |
 |
| Men kanalens form gör att man behöver luta toppen för att
komma åt i sidorna. Denna gången blen inte fixturn lika enkel.... Många nya
fina timmar i CAD:en så fanns det underlag framme. Men maskinen är helt
enkelt inte stor nog att köra sådana bitar. Men precis som för humlan så kan
det ju gå om man inte säger något... Så jag höll tyst och provade...
Första rundan gick bra i alla fall... |
 |
| Lite fixur.... |
 |
| så gick nästa tempo också bra |
 |
| Lite mer fixtur.... |
 |
| så gick även nästa tempo bra |
 |
| Efter omfräsning av fixtur och påföljande uppspänning så var
minsann bitskrället klart! |
 |
| Bara att forsätta när ångan var uppe. Körde fästhål och
kontur med lite offset så jag kunde grovkapa i sågen |
 |
| Samma sak med innervinklarna |
 |
| Fixade även till en inmätningsbit när jag har toppen uppe på
sniskan i fixturen för att hitta rätt Första tempot |
 |
| Klar för test på toppen. Verkar funka |
 |
| Bara att fortätta med vinklarna till fixturen. Innervinkel
klar |
 |
| Gavel klar |
 |
| Fästvinkel klar |
 |
| Lite infäsningshål behövdes visst också.... |
 |
| Även i denna.... |
 |
| och denna.... |
 |
| och denna.... |
 |
| och denna..!! Inte lätt att nå igenom men det gick till
slut... |
 |
| Många delar på ett järnspett bli det... |
 |
| Men de verkar passa och trivas tillsammans i all fall |
 |
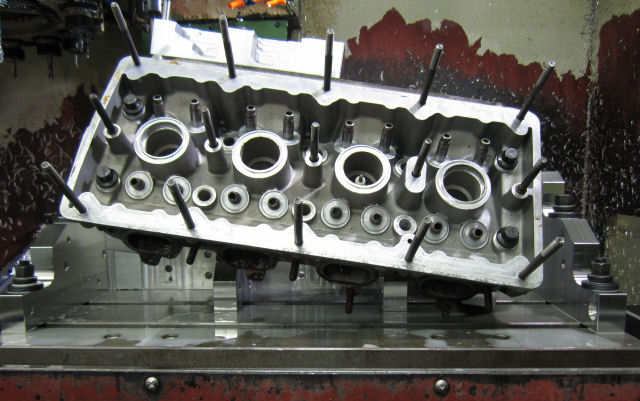
| Även toppen verkar tycka att det är ok att sitta på sniskan |
 |
| Insåg att det blev väldigt trångt att komma till att klocka
in mätbilen så den fick modifieras lite |
 |
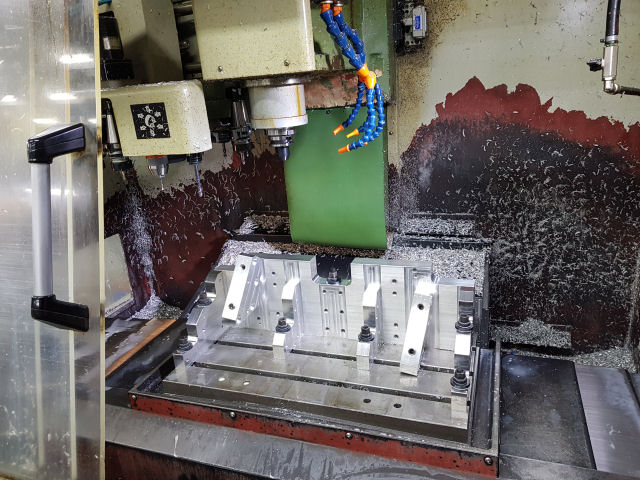
| Här syns det att fräsen kaske är ett eller ett par nummer
för liten... |
 |
| Men än så länge finns det hopp om att faktiskt kunna köra
topparna här. |
 |
| Växla verktyg här skall man INTE göra när man är sömnig. Då
får man nog byta rätt mycket delar... |
 |
| Inte myckets plats kvar ner till bordet heller, men med den
nedersta pinnbulten borta går det... |
 |
| Gött utstick på verktyget... |
 |
| Men faktum är att själva körningen gick utan missöden. Det
jag upptäkte är att gjutningarna skiljer en del fast det är samma nummer.
Fick borra stifthål som Martin har som utgångspunkt för insugen för
gänghålen är ingen bra referens. Hur gick det då med resultatet av motorn
som helhet...?
Det blev helt sjukt bra!!! Har absolut inget med min fräsning att göra
för den första toppen som Braun har i 240:n ger samma effekt och register
men nu går det lite fortare att tillverka dem och de blir väldigt lika i
kanalerna. På 2.5 liter sugmaskin plockas väldigt nära 300hp. Detta i
kombination med ett register som är helt skadat bra gör att det är en riktig
vinnarmaskin. Hör av er till Martin om ni går i byggtankar eller vill
uppgradera. Jag garanterar att maskinerna levererar och även hållbarheten
verkar bra då inget ras är dokumenterat ännu. Alla mskiner körs både i
motorbänk och i bilen på Dynapacken så just din motor har bevisad prestanda.
Du kommer i kontakt med Martin (Luntec) på 070-380 34 78. Hälsa gärna från mig!! |
 |
| |
|
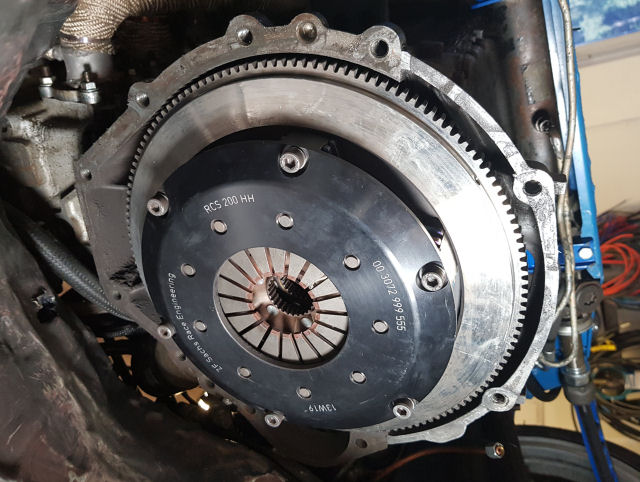
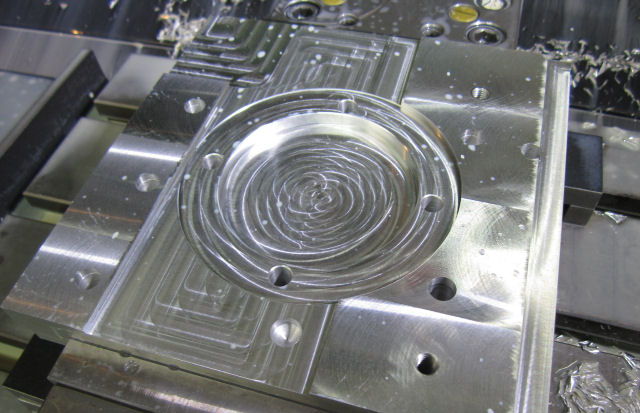
| Nästa projekt som var lite mer rimligt i omfattning var att
hjälpa Emil modifiera sin kopplingkorg till Porschen. Han hade fått fel
variant vid ett internetköp som inte höll vad som lovades. Bara att börja
med lock för att hålla fast korgen |
 |
| Klart på fixtur |
 |
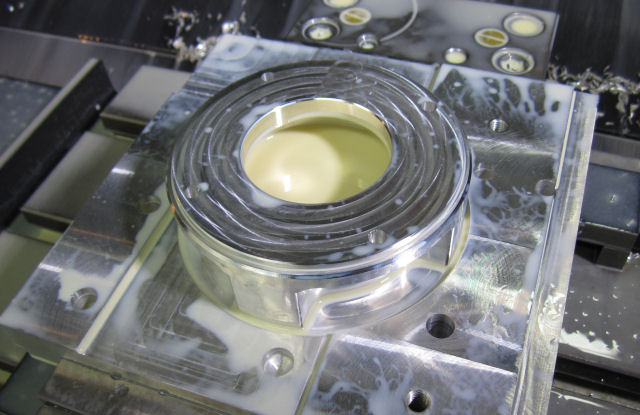
| Ny fixtur för att spänna upp själva korgen |
 |
| Korg på plats för att planas ner |
 |
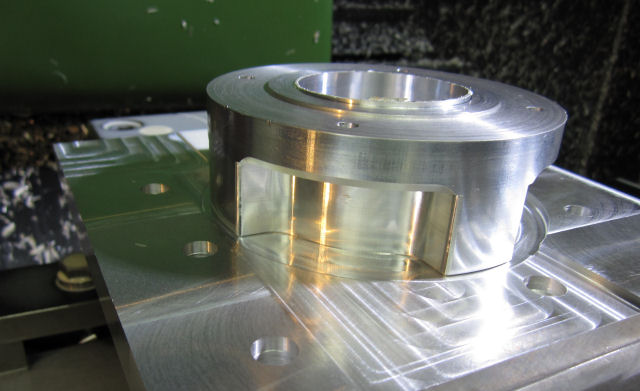
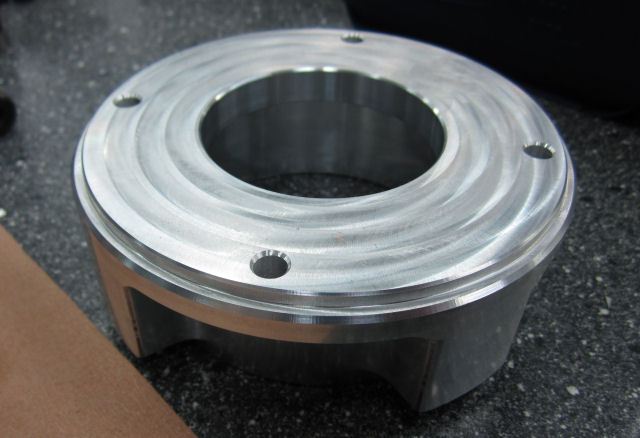
| Klart! Sänkta plan och instyrningsfas på utsidan.
Svänghjulet har en "potta" som kopplingskorgen skall ner i. Nu borde
inspänningstryck bli rätt med tänkta lameller och svänghjulskombination |
 |
| |
|
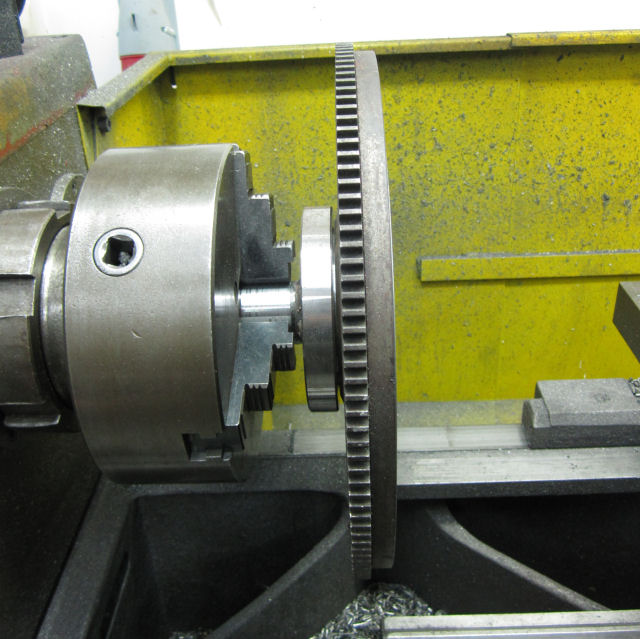
| Björn hade tappat svänghjulet igen på den gamle LET:en så nu
fick det bli ett nytt. Svarva bort "pottan" gick rätt bra när jag väl kom på
att man får bort all självsvängning om man konstant vrider på
vartalspotentiometern tii frekvensaren. Otroligt effektivt!! Gick nästan
inte att komma i den med stickstålet utan denna metod... |
 |
| Yxade till ytorna när den ändå satt i svarven |
 |
| Emils gamla kopplingsfixtur gick att återanvända... Gött,
slapp man ta material till det! |
 |
| Frästa ytor samt nya stift och gängor så var det klart!
Trodde det skulle vara enkelt att hitta delning till stiften till
Sachsplattan på internätet men ICKE! Fick mäta själv... |
 |
| |
|
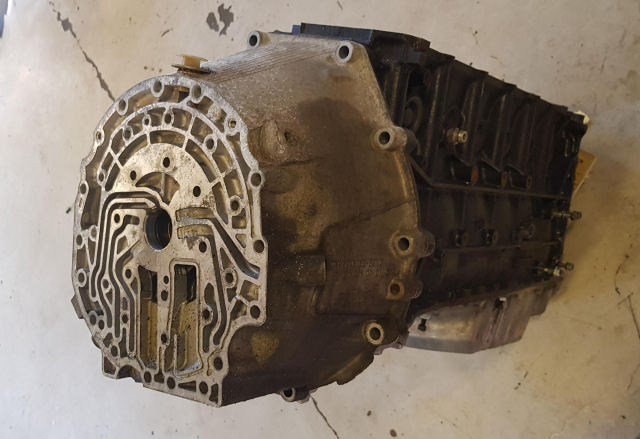
| Nu var det dax att ta farväl av den gamle trotjänaren.
Slaktade givetvis den varsamt och tog till vara på alldeles för mycket delar
i vanlig ordning... Till slut var det bara skalet kvar och det var inte
mycket att tjoa över... |
 |
| Fick bl.a över stereoanläggningen som jag inte har någon
nytta av längre. Finns på Säljes sidan |
 |
| Även detta ingår... |
 |
| Lyckades knö på karossen på en vanlig släp. Varken helt
lämpligt eller för all del lagligt heller kanske... Väl framme lastades
den helt bryskt av genom att köra gafflarna genom framrutan och knycka till
lite. Där tog den sagan slut... Tack för allt... |
 |
| |
|
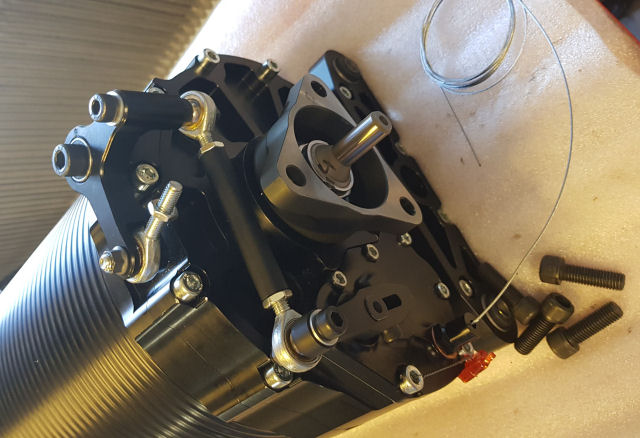
| Bulles grabb Felix kör drifting i SM-serien. Kör med
Merca-sexa på 7-800 påsar och fram tills nu omsvetsad BMW-låda. Ett svep
sprack av olika orsaker och en låda börjar låta riktigt illa, även med
väldigt täta oljebyten. En Samsonas seklåda dök upp som ett vettigt
alternativ och det vara bara att slanta upp. Alltid trevligt med lite
billetporr |
 |
| Vettig känsla i växlingsmekanismen |
 |
| Rätt enkelt att byta ingående axel... |
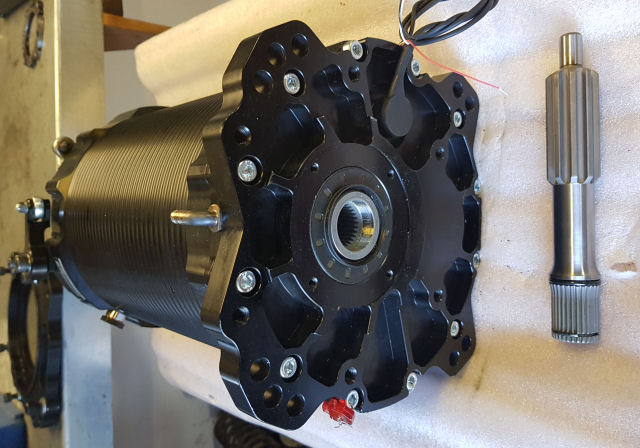 |
| Tycker den skulle kunna hoppa ur, men det är väl inte första
lådan de säljer så man ska inte måla fan på väggen i onödan. Grova
BMW-splines till lamellerna hur som |
 |
| Lite konstig tätning fram men det blir nog också bra |
 |
| Trevlig koppling som inte gått mycket. Synd på lamellerna
bara... |
 |
| Nya doningar med rätt splines |
 |
| Allt från ny billetkåpa till adaptrar spånades. Dock fanns
inte all tid i världen eftersom det fortfarande var mitt i säsongen så
valet lutade mer och mer åt att använda ett automatlådesvep och modifiera
detta |
 |
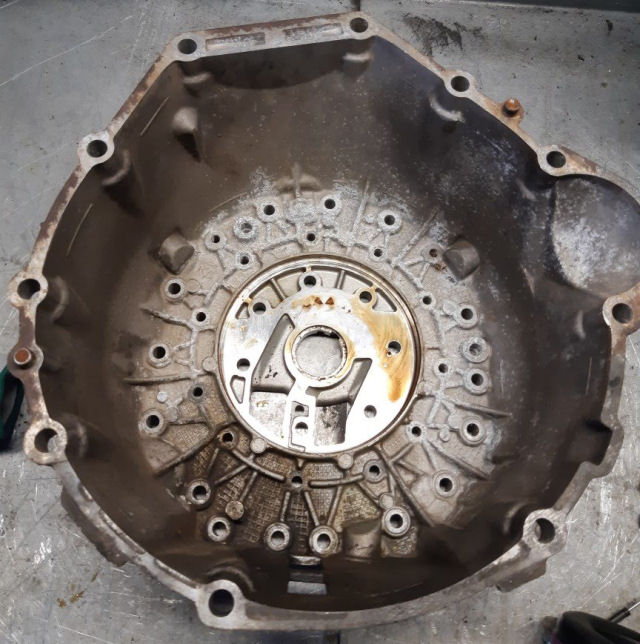
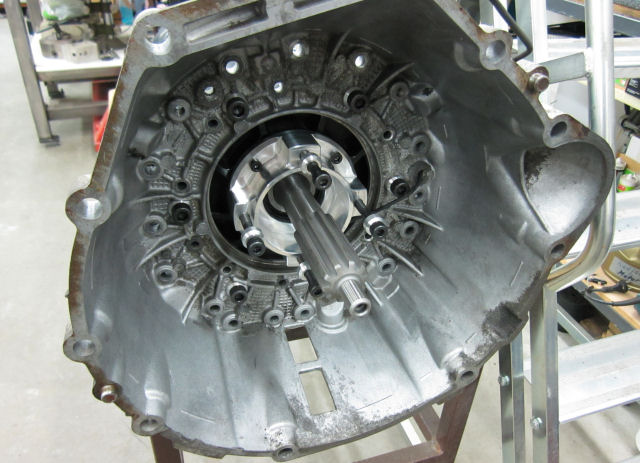
| En stor stålbit i centrum satt ju inte så bra här (förmodar
det var pumpen till lådan) |
 |
| Den var i alla fall inte ingjuten utan gick att knacka bort
med lite våld |
 |
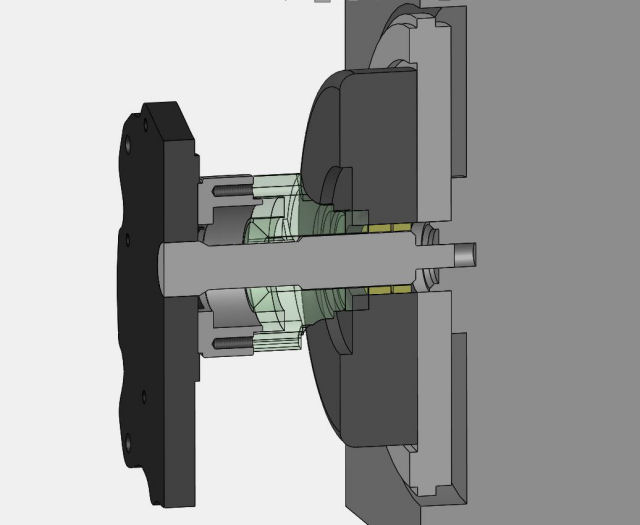
| Det gamla urtrampningslagret fungerade bra och hade bra
slaglängd så det skulle återanvändas |
 |
| Efter mycket mätande och skissande i CAD:en fanns en plan |
 |
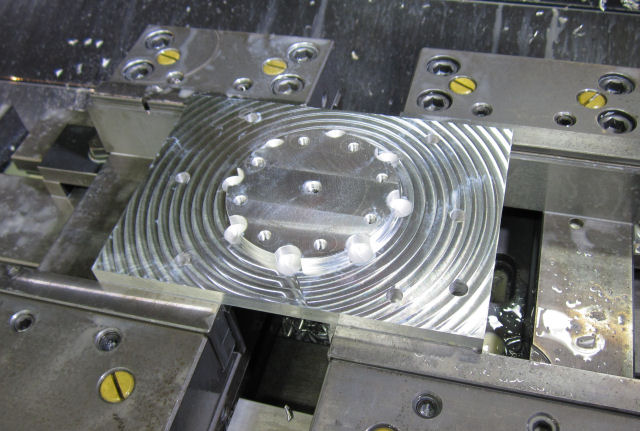
| Kåpan nerplanad till rätt mått, centrum uppkört och hål till
växellådan frästa |
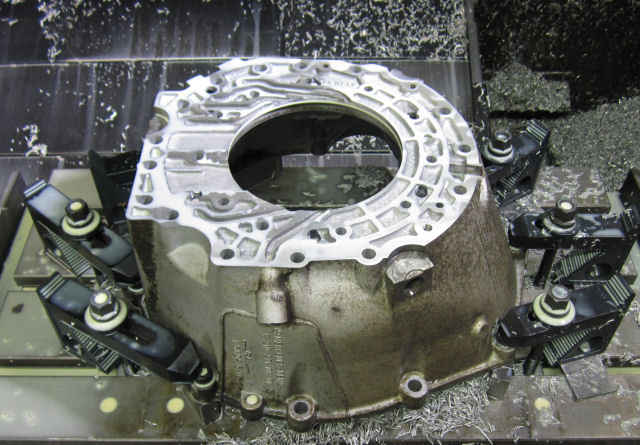 |
| Bara försänkningarna för bricka / bultskalle kvar |
 |
| Provmontering av lådan. Verka passa aldeles utmärkt! |
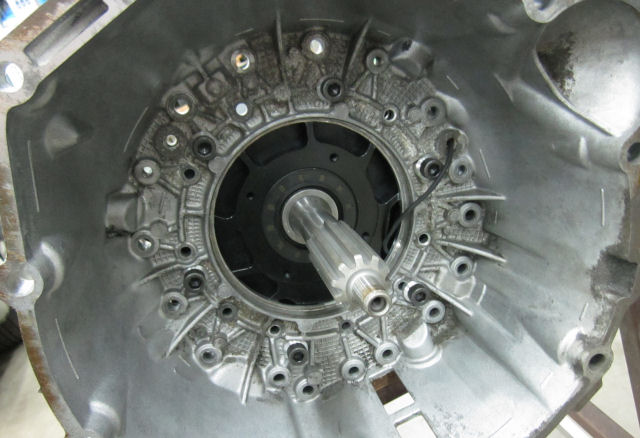 |
| Stöddiga brickor med tanke på hur kåpan ser ut på baksidan |
 |
| Ombyggnadskit del1 klart |
 |
| Bara att fortsätta med del2 - distansen till
urtrampningslagret |
 |
| Första rundan i chuck klar |
 |
| Liten fixtur för nästa uppspänning |
 |
| Bara att tuta och köra |
 |
| Baksidan också helt klar |
 |
| Framsida färdig detalj |
 |
| Baksida också helt klar |
 |
| Lite provmontering på lådan. Verkar helt ok |
 |
| Lite koll för håltagning i kåpan |
 |
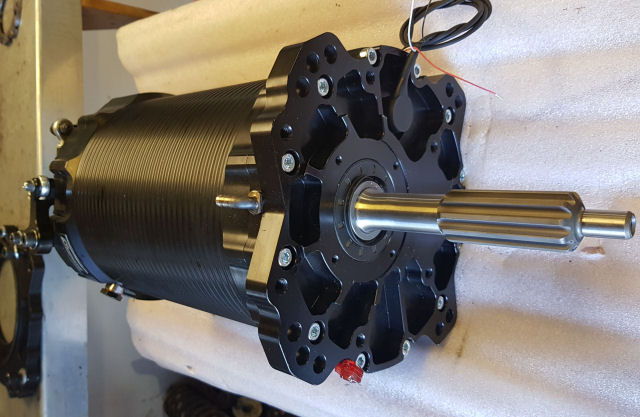
| Redo för leverans. Var och kollade på första tävlingen
efter lådbytet uppe i Hultsfred. Efter en herrejösses kämpainsats av hela
teamet då diffen fick tandvärk och hela innamätet måste bytas ut 3h innan
stagen drog igång, stod Felix överst på pallen!! Imponerande körning och
imponerande go i hela teamet!! Grattis och all lycka till frammåt alla
inblandade!! |
 |
| |
|
| |
|
| |
|
|
Home |
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
|